
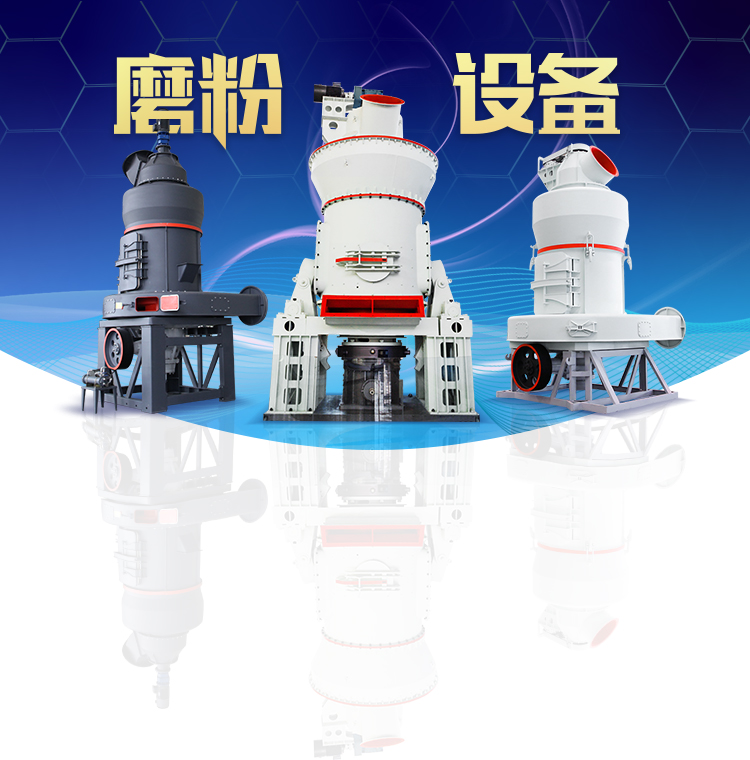
细粉加工设备(20-400目)
我公司自主研发的MTW欧版磨、LM立式磨等细粉加工设备,拥有多项国家专利,能够将石灰石、方解石、碳酸钙、重晶石、石膏、膨润土等物料研磨至20-400目,是您在电厂脱硫、煤粉制备、重钙加工等工业制粉领域的得力助手。






超细粉加工设备(400-3250目)
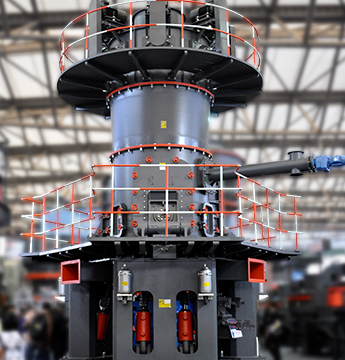
LUM超细立磨、MW环辊微粉磨吸收现代工业磨粉技术,专注于400-3250目范围内超细粉磨加工,细度可调可控,突破超细粉加工产能瓶颈,是超细粉加工领域粉磨装备的良好选择。

粗粉加工设备(0-3MM)
兼具磨粉机和破碎机性能优势,产量高、破碎比大、成品率高,在粗粉加工方面成绩斐然。

直柄麻花钻磨削

.jpg)
直柄麻花钻 百度百科
直柄麻花钻是应用最广的孔加工刀具。通常直径范围为025~80毫米。它主要由工作部分和柄部构成。工作部分有两条螺旋形的沟槽,形似麻花,因而得名。 展开全磨的DIN340高速钢直柄麻花钻是通过磨削工艺制造而成。 它的切削边缘经过仔细磨削,形成麻花状的切削几何形态。 全磨钻头具有良好的切削性能和准确的尺寸,适用于高精度钻孔任务。DIN340高速钢直柄麻花钻(全磨/铣制/抛物线)台州华达 全磨制直柄麻花钻头的加工流程 1钻头切削材料的步是选用高质量的钢材。 The first step in cutting the drill bit is to use highquality steel material 2选好的钢材需要经过锻造、淬火和回火等热处理工艺。 The selected steel material needs to undergo heat treatment processes such as forging, quenching and tempering 6钻头的刃部需要进行精密的磨削加工,以确保钻孔的平整 全磨制直柄麻花钻头的加工流程 百度文库2015年8月1日 【国家标准】 GB T 2566712010 整体硬质合金直柄麻花钻 第1部分 直柄麻花钻型式与尺寸 标准 下载积分: 800 内容提示: ICS 25.100.30J41蝠圄中华人民共和国国家标准G B/T 25667.1—2010整体硬质合金直柄麻花钻第1部分:直柄麻花钻型式与尺寸S0l i d carbi de tw i st dri l l s w i thparal l el1:Thetypesand di m ensi ons forparal l elshank tw i st dri l l 【国家标准】 GB T 2566712010 整体硬质合金直柄麻花钻

麻花钻头刃磨方法与技巧 知乎
2020年10月21日 麻花钻头是一种常用的钻孔工具,麻花钻头结构虽然简单,但要把它真正刃磨好,也不是一件轻松的事。 关键在于掌握好刃磨的方法和技巧,方法掌握了,问题**会迎刃而解。 以下小编**来以图解的形式为您介绍一下麻花钻头的磨法。 麻花钻的顶角一般是118 2018年12月24日 01、麻花钻刃磨步骤 麻花钻的顶角一般是118°,也可把它当作120°来看待。 刃磨钻头能掌握好以下6个技巧一般就没有什么问题了。 1 磨钻头前, 先要将钻头的主切削刃与砂轮面放置在一个水平面上,也就是说,保证刃口 不会磨刀的看过来!手把手教你磨出锋利的麻花钻!2024年5月7日 钻头修磨除了顶角的选择外,还可以根据自身修磨设备条件,改变切削刃的形状,来满足不同工件材料、精度的加工要求,下表内几种修磨方式可作参考。 04 横刃修磨 除了切削刃的修磨,横刃的修磨也非常重要。 钻头前角越靠近钻头中心部越小,在横刃部分呈负前角。 切削时中心部分挤压材料,产生的切削抵抗占5070%,而横刃修磨对于降低钻 头的切削力、排出横 【切削刀具】 麻花钻头结构及修磨知识 360doc2023年12月11日 为了改善直柄麻花钻的切削性能,可根据被加工材料的性质将切削部分修磨成各种外形(如群钻)。 直柄麻花钻的柄部形式有直柄和锥柄两种,加工时前者夹在钻夹头中,后者插在机床主轴或尾座的锥孔中。一般直柄麻 硬质合金直柄麻花钻 硬质合金钻头 中钨在线

麻花钻的刃磨与修磨 百度文库
麻花钻是常用的钻孔刃具,他由柄部、颈部、工作部分组成。 1、颈部 分直柄和莫氏锥柄两种,其作用是:钻削时传递切削动力和钻头的夹持与定心。2024年7月12日 柄部分直柄与锥柄两种,小直径钻头用圆柱柄,直径在12mm以上的均做成莫氏锥柄。锥柄端部制出扁尾,插到钻套中的腰形孔中,可用楔铁将钻头从钻套中击出。(3)颈部 颈部位于工作部分与柄部之间,用于磨削柄部时退砂轮,也是钻头打标记的地方。为了高速钢麻花钻的结构刀具知识技术应用河南倍耐锐机械 锥柄麻花钻是应用最广的 孔加工刀具,通常直径范围为025~80毫米,它主要由工作部分和柄部构成。工作部分有两条螺旋形的 沟槽,形似麻花,因而得名。不同于直柄麻花钻,锥柄麻花钻柄部是有 锥度 的。 不同规格的麻花钻,拥有不同 锥柄麻花钻 百度百科全磨的DIN340高速钢直柄麻花钻是通过磨削工艺制造而成。它的切削边缘经过仔细磨削,形成麻花 状的切削几何形态。全磨钻头具有良好的切削性能和准确的尺寸,适用于高精度钻孔任务。 铣制的DIN340高速钢直柄麻花钻是通过铣削工艺制造而成。这种制造 DIN340高速钢直柄麻花钻(全磨/铣制/抛物线)台州华达
.jpg)
一种直柄麻花钻用智能磨刃装置的制作方法
2022年10月26日 1本发明涉及钻头修复技术领域,具体为一种直柄麻花钻用智能磨刃装置。背景技术: 2目前,麻花钻头是机加工中加工孔类零件的主要刀具,麻花钻头在使用一定时间后由于其刀刃磨损就需要使用砂轮修磨钻头。 3现有的修磨过程分为人工打磨和自动打磨两种,人工打磨通过操作工人手持麻花钻头 2017年1月11日 直柄麻花钻在钻削过程中产生的热量多,而传热、散热困难;承受挤压应力、弯曲应力、冲击应力及切削 性,在高温下保持硬度、耐磨性、强度和韧性;(2)良好的工艺性,如良好的段造型,磨削加工性;(3)好的经济性,即价格要便宜 直柄麻花钻的热处理工艺设计 豆丁网2010年11月10日 43 精密级直柄麻花钻的柄部直径公差为h11(工作部分直径有倒锥量的精密级直柄麻花钻,其柄部 直径公差允许为f11),其夹持部分的圆柱度公差为002mm。粗直柄小麻花钻的柄部直径公差为h8。中华人民共和国国家标准2018年9月8日 麻花钻刃磨装置的设计说明书(毕业论文)doc,摘 要 通过对实际情况的分析调查以及对现有麻花钻刃磨方法的比较和研究,采用内锥面刃磨麻花钻的方法。本设计阐述了内锥面刃磨麻花钻的刃磨原理、刃磨参数和工艺方案的确定、主轴转速的计算、砂轮的选取与安装等一系列问题,从而在研究分析 麻花钻刃磨装置的设计说明书(毕业论文)doc全文可读

普通麻花钻 百度百科
麻花钻的柄部形式有直柄和锥柄两种,加工时前者夹在钻夹头中,后者插在 机床 主轴或尾座的锥孔中。 一般麻花钻用高速钢制造。镶焊 硬质合金 刀片或齿冠的麻花钻适于加工铸铁、淬硬钢和非金属材料等,整体硬质合金小麻花钻用于加工仪表零件和印刷线路板等。全磨制直柄麻花钻头的加工流程全磨制直柄麻花钻头的加工流程1钻头切削材料的步是选用高质量的钢材。The first step in cutting the drill bit is to use highquality steel material2选好的钢材需要经过锻造、淬火和回火等热处理工艺。 全磨制直柄麻花钻头的加工流程 百度文库麻花钻顶角2和主偏角Kr顶角是两主切削刃在与其平行的轴向平面上投影之间的夹角,顶角是钻头在刃磨测量时的几何角度。 颈部:是工作部分和尾部间的过渡部分,供磨削时砂轮退刀和打印标记用。直柄 麻花钻 百度文库2024年2月1日 2一、麻花钻的构造装夹部分:是钻头的尾部,用于与机床联接,并传递扭矩和轴向力。按麻花钻直径的大小,分为直柄(直径12mm)和锥柄(直径>12mm)两种。颈部:是工作部分和尾部间的过渡部分,供磨削时砂轮退刀和打印标记用。直柄钻头没有颈部。20讲7麻花钻71结构与几何参数ppt 豆丁网
.jpg)
高速钢麻花钻头 苏州硕朔精密刀具有限公司
2019年9月18日 高速钢钻头,直柄麻花钻头,合金钢加工用钻头,麻花钻,TiN 涂层钻头,阿诺钻头 1.槽 形:右螺旋形设计,精细磨削 2.刃径公差: h8 3.顶 角: 118° 4.柄径型式: 直柄 5.表面处理: TiN 涂层 使用特点: 高速钢钻头:适用于碳素结构钢,合金结构钢,灰铸铁,球墨铸铁,可 锻铸铁等大多数 【热处理原理与工艺】直柄麻花钻头的设计Harbin Institute of Technologywkbaidu热处理原理与工艺大作业直柄麻花钻的制造工艺设计院 专 班 成系:材料科学与工程 业:材料科学与工程 级: 员:王智君 缪克松 罗攀 孙重瑞 刘沅明 刘豪指导老师 【热处理原理与工艺】直柄麻花钻头的设计 百度文库阿里巴巴上工直柄麻花钻HSS高速钢295mm麻花钻头钻花超硬正品上批发,钻头,这里云集了众多的供应商,采购商,制造商。 DIN、GB/T等产品技术标准和普通高速钢和高性能高速钢材料,运用铣制、热塑成型和CNC强力磨削 上工直柄麻花钻HSS高速钢295mm麻花钻头钻花超硬正品 阿里巴巴上海工具厂上工牌高速钢HSS直柄麻花钻头莫式锥柄麻花钻头孔加工,钻头,这里云集了 :1,总长(mm):1,外刃顶角(°):1,材质:高速钢,最大切深:1,刀片尺寸:1,订货号:1,类别:直柄麻花钻,刃径:1(mm),刃长:1(mm),全长:1(mm 上海工具厂上工牌高速钢HSS直柄麻花钻头莫式锥柄麻花

钻头 磨制高速钢直柄麻花钻 不锈钢专用含钴麻花钻头42
厂家批发高速钢直柄麻花钻全磨制钻头不锈钢专 东台市恒威工具有限公司 坐落在美丽的黄海之滨,沿海开发战略的黄金海岸—东台市,公司东临204国道,沿海高速,西依宁盐高速,距东台市火车站20公里,盐城机场仅70公里,地理位置优越,交通便捷。2024年5月7日 注:现在小直径钻头多为直柄。 02 各部位对 切削性能的响 ①螺旋角 是相对钻头轴方向上的槽的倾斜角,相当车刀前角。 钻头前角,随切削刃位置不同而各异,外周部最大,越向中心部则越 小。 在横刃部,形成负前角,而挤损压溃工件材料。【切削刀具】 麻花钻头结构及修磨知识 360doc商品名称:成量 不锈钢专用直柄麻花钻 87mm 1 支 商品编号:850 店铺: 2602京东企业自营店 包装清单 暂无 售后保障 卖家服务 京东承诺 注:因厂家会在没有任何提前通知的情况下更改产品包装、产地或者一些附件,本司不能确保客户收到的货物 成量 不锈钢专用直柄麻花钻 87mm 1支【图片 价格 品牌 报价 高速直柄麻花钻是应用最广的孔加工刀具,市场需求量大,批产量往往达几万件至几十万件,通常采用热轧、热挤压、铣削或磨削等冷热加工工艺生产。直柄麻花钻要求具有高硬度、高红硬性、高耐磨性和一定的韧性。其热处理技术条件为∶刃部硬度63~66HRC高速直柄麻花钻真空热处理 行业新闻

20讲§7麻花钻§7–1结构与几何参数(精) 百度文库
按麻花钻直径的大小,分为直柄 (直径12mm)两种。 颈部:是工作部分和尾部间的过渡部分,供磨削时 砂轮退刀和打印标记用。直柄钻头没有颈部。 工作部分:是钻头的主要部分,前端为切削部分, 承担主要的切削工作;后端为导向 在各种机床上,用钻模或不用钻模钻孔 GB/T 613532008 直柄长麻花钻 10~315 在各种机床上,用钻模或不用钻模钻孔 表1 本设计方案选用的高速钢直柄麻花钻尺寸与结构: 根据国家标准GB/T 613522008,本设计方案采用直径为6mm的高速钢直柄麻花钻,其年产1200万件W6Mo5Cr4V2高速钢直柄麻花钻头热处理生产 天工TG直柄麻花钻M35含钴不锈钢专用手电钻钻头 铸铁钢材合金金属开孔器套装 【10支装】 28mm【天工天工M35直柄麻花钻】天工TG直柄麻花钻M35含钴 2016年1月29日 直柄麻花钻简介直柄麻花钻是应用zui广的孔加工刀具。通常直径范围为025~80 螺旋形沟槽可用铣削、磨削 、热轧或热挤压等方法加工,钻头的前端经刃磨后形成切削部分。标准直柄麻花钻的切削部分顶角为 直柄麻花钻简介 机床商务网

麻花钻:零件、类型和命名法 MfgRobots
2024年1月21日 在这篇文章中,您将了解 什么是麻花钻 和 它是如何使用的? 及其麻花钻的零件、类型和命名法此外,您还可以下载 PDF 文件 在本文末尾。 麻花钻 今天使用最流行的钻头是麻花钻。它基本上是通过将一块扁平工具钢纵向扭转数圈,然后磨削直径和尖端形成的。麻花钻一般用高速钢(W18Cr4V或W9Cr4V2)制成,工作部分经热处理淬火后硬度达HRC62~68。它由柄部、颈部及工作部分组成,如图6—1所示,有直柄和锥柄两种。 图6—1麻花钻 a)锥柄麻花钻b)直柄麻花钻 (1)柄部柄部是麻花钻的夹持部分,它的作用是麻花钻的刃磨教案 百度文库2020年4月27日 1麻花钻的组成 标准高速钢麻花钻由工作部分、颈部及柄部三部分组成。1) 工作部分 分切削部分和导向部分。两个前刀面、两个后刀面、两个副后刀面、两个主刃、两个副刃、一个横刃。钻芯直径朝柄部方向递増。2) 柄部 夹持部分,有直柄和锥柄(扁尾)麻花钻刃磨知识详解,快收藏起来! 知乎2019年2月23日 麻花钻几何角度倒锥形成了副偏角(图12c)。•钻头外径磨有向柄部方向递减的倒锥,从而形成了副偏角。因倒锥量很小,故一般副偏角。麻花钻几何角度副后角(图12c)•钻头的副后刀面是一条狭窄的圆柱刃带,因此副后角。麻花钻几何角度 豆丁网

高速钢麻花钻的结构刀具知识技术应用河南倍耐锐机械
2024年7月12日 柄部分直柄与锥柄两种,小直径钻头用圆柱柄,直径在12mm以上的均做成莫氏锥柄。锥柄端部制出扁尾,插到钻套中的腰形孔中,可用楔铁将钻头从钻套中击出。(3)颈部 颈部位于工作部分与柄部之间,用于磨削柄部时退砂轮,也是钻头打标记的地方。为了锥柄麻花钻是应用最广的 孔加工刀具,通常直径范围为025~80毫米,它主要由工作部分和柄部构成。工作部分有两条螺旋形的 沟槽,形似麻花,因而得名。不同于直柄麻花钻,锥柄麻花钻柄部是有 锥度 的。 不同规格的麻花钻,拥有不同 锥柄麻花钻 百度百科全磨的DIN340高速钢直柄麻花钻是通过磨削工艺制造而成。它的切削边缘经过仔细磨削,形成麻花 状的切削几何形态。全磨钻头具有良好的切削性能和准确的尺寸,适用于高精度钻孔任务。 铣制的DIN340高速钢直柄麻花钻是通过铣削工艺制造而成。这种制造 DIN340高速钢直柄麻花钻(全磨/铣制/抛物线)台州华达 2022年10月26日 1本发明涉及钻头修复技术领域,具体为一种直柄麻花钻用智能磨刃装置。背景技术: 2目前,麻花钻头是机加工中加工孔类零件的主要刀具,麻花钻头在使用一定时间后由于其刀刃磨损就需要使用砂轮修磨钻头。 3现有的修磨过程分为人工打磨和自动打磨两种,人工打磨通过操作工人手持麻花钻头 一种直柄麻花钻用智能磨刃装置的制作方法
.jpg)
直柄麻花钻的热处理工艺设计 豆丁网
2017年1月11日 直柄麻花钻在钻削过程中产生的热量多,而传热、散热困难;承受挤压应力、弯曲应力、冲击应力及切削 性,在高温下保持硬度、耐磨性、强度和韧性;(2)良好的工艺性,如良好的段造型,磨削加工性;(3)好的经济性,即价格要便宜 2010年11月10日 43 精密级直柄麻花钻的柄部直径公差为h11(工作部分直径有倒锥量的精密级直柄麻花钻,其柄部 直径公差允许为f11),其夹持部分的圆柱度公差为002mm。粗直柄小麻花钻的柄部直径公差为h8。中华人民共和国国家标准2018年9月8日 麻花钻刃磨装置的设计说明书(毕业论文)doc,摘 要 通过对实际情况的分析调查以及对现有麻花钻刃磨方法的比较和研究,采用内锥面刃磨麻花钻的方法。本设计阐述了内锥面刃磨麻花钻的刃磨原理、刃磨参数和工艺方案的确定、主轴转速的计算、砂轮的选取与安装等一系列问题,从而在研究分析 麻花钻刃磨装置的设计说明书(毕业论文)doc全文可读麻花钻的柄部形式有直柄和锥柄两种,加工时前者夹在钻夹头中,后者插在 机床 主轴或尾座的锥孔中。 一般麻花钻用高速钢制造。镶焊 硬质合金 刀片或齿冠的麻花钻适于加工铸铁、淬硬钢和非金属材料等,整体硬质合金小麻花钻用于加工仪表零件和印刷线路板等。普通麻花钻 百度百科
.jpg)
全磨制直柄麻花钻头的加工流程 百度文库
全磨制直柄麻花钻头的加工流程全磨制直柄麻花钻头的加工流程1钻头切削材料的步是选用高质量的钢材。The first step in cutting the drill bit is to use highquality steel material2选好的钢材需要经过锻造、淬火和回火等热处理工艺。 麻花钻顶角2和主偏角Kr顶角是两主切削刃在与其平行的轴向平面上投影之间的夹角,顶角是钻头在刃磨测量时的几何角度。 颈部:是工作部分和尾部间的过渡部分,供磨削时砂轮退刀和打印标记用。直柄 麻花钻 百度文库
美桌c110矿石磨粉机
--白泥陶土粉碎机
--县城工业磨粉机厂家去什么地方税务登记
--石英石制粉加工工艺
--石灰石粉碎机冶炼废渣属于什么分类
--沈阳重型机械 MLS立磨
--膨润土矿机械设备,用于工业磨粉机厂家
--购打精品砂粉设备器购打精品砂粉设备器购打精品砂粉设备器
--洪城磨粉机广西桂林
--水泥地面破拆
--进的矿石打粉机
--刮板输送机目前进的
--石材雕刻设备
--粉碳酸钙蜡机械
--磨粘土机器磨粘土机器磨粘土机器
--银行专用研磨机
--探矿证采矿证
--雷蒙的柜台雷蒙的柜台雷蒙的柜台
--青海一吨煤多少钱青海一吨煤多少钱青海一吨煤多少钱
--日产2万吨花岗岩石灰石方解石设备
--滚筒筛 高细立磨
--高压T型磨粉机
--青岛地区加气块设备
--临沂哪里有矿石磨粉机
--化学工业学会农药第十六届年会
--jeg双重晶石式高细立磨分给料机数据
--工业磨粉机厂家开采证的办理
--湘乡碳酸钙多少钱
--江西南昌市方解石立磨项目现场
--长沙矿用
--